
Polarity is the direction at which electric arc or current would flow. If current flow from electrode to workpiece, then it is a DCEN or straight polarity. And if the current moves toward electrode from workpiece, then it is called DCEP or reverse polarity.
In other words, DCEN is a settings where electrode is connected to the negative terminal of welder machine’s receptacle and work piece clamp is connected to positive receptacle. DCEN is connected conversely.
In this process base metal is connected through wire to the power source and and another wire connects the electrode to complete the circuit. When circuit is completed electric flows to the welding gun and creates arc that eventually makes weld.
We will discuss the both polarity in details here. Stay connected-

What Is the Polarity
When you switch on the welder machine, an electric circuit with a positive and a negative pole is formed. These poles are polarity.
There are two types of poles created in welding machine. These two poles are designated as work‘ and ‘torch‘. Lets designate sign (+) as work & (-) as torch to ignore confusion. In these two designated terminal you need to connect either a torch or a work clamp through cords to get the power from power source.
Variation of connecting the torch or electrode & clamp is termed in two different names DCEN (Straight polarity) and DCEP (reverse polarity).
What The DCEN Means?
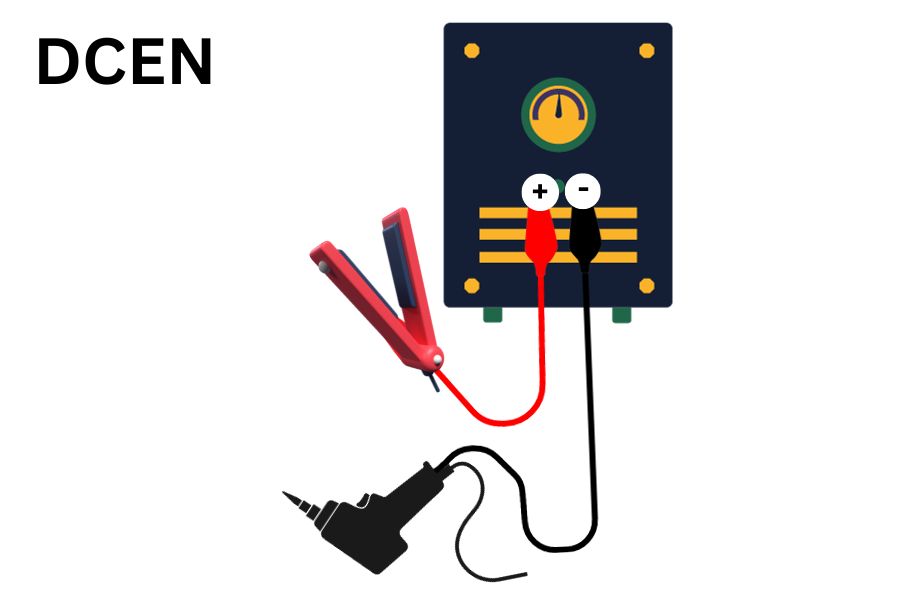
DCEN is an abbreviated form of Direct Current Electrode negative also termed as Direct Current Straight Polarity. From the name you can easily understand that, in DCEN polarity torch or electrode holder is connected to negative terminal on the welder.
And in negative receptacle, work clamp is connected. The clamp is placed on work piece to complete the circuit. And thus electric flows from welding power source to electrode heating the metal to join together.
In arc welding, electrode or welding gun is connected to one terminal of machine and base metal to the another pole of same machine. It completes the circuit and electric arc starts to flow from power source to electrode and ground clamp. Thus it heats the workpiece and filler metal, melts them to merge together.
Arc welding machine supplies both Ac & DC current though it depends on the connection you make.
Note: You need to be careful while connecting the electrode and clamp in the welder machine because wrong connection may lead to overheating of either clamp or electrode resulting in welding defects, resulting in fragile weld.
What IS DCEP

DCEP means Direct Current Electrode Positive. Here electrode is connected to positive terminal of the welder machine and ground clamp is connected to negative terminal. With AC or DC current flow, you should follow the DCEP for some welding process. Otherwise it would produce a faulty weld.
Similarities Between DCEN & DCEP
- Both DCEN and DCEP come from a direct current power supply. The difference lies in the direction of the current flow.
- Both polarities generate heat at the arc, which is crucial for melting the electrode and the workpiece, forming a weld pool.
- In both polarities, the electrode experiences melting. However, the way it melts and the resulting characteristics of the weld can vary.
- DCEN and DCEP can both provide sufficient penetration into the base metal, although the depth and profile of penetration may differ.
- Both polarities can be used with various shielding gases or fluxes to protect the weld pool from atmospheric contaminants and enhance the quality of the weld.
- DCEN and DCEP are employed in different welding processes like Shielded Metal Arc Welding (SMAW) or stick welding, Gas Metal Arc Welding (GMAW), and Flux-Cored Arc Welding (FCAW).
- Both polarities can be used in combination. This is normally done to weld in Tig welding process. The variation of current supply provides stronger weld in Tig welding process.
While these polarities share similarities, it’s crucial to note that the choice between DCEN and DCEP depends on the specific welding application, the type of electrode used, and the desired weld characteristics.
DCEN Vs DCEP Polarities (Dissimilarities )
| Aspect | DCEN (Direct Current Electrode Negative) | DCEP (Direct Current Electrode Positive) |
|---|---|---|
| Connection | Electrode is connected to negative terminal and base metal is to positive terminal of machine. | Electrode is connected to positive terminal and clam is to negative terminal. |
| Current Flow | The electrons flow from the workpiece to the electrode. | The electrons flow from the electrode to the workpiece. |
| Electrode Characteristics | The electrode tends to melt faster, focusing heat on the workpiece. | The electrode melts more slowly, concentrating heat on the electrode. |
| Weld Penetration | Provides deeper penetration into the base metal. | Penetration is generally less compared to DCEN. |
| Heat Distribution | The heat is concentrated at the workpiece, aiding in fusion. | Heat is focused more on the electrode, affecting its melting temperature rate. It experiences lack of fusion compared to DCEP. |
| Weld Pool Stability | The weld pool is generally more stable due to slower electrode deposition rate. | Weld pool stability can be affected by faster electrode melting. |
| Suitable Applications | Ideal for welding thick materials requiring deep penetration. For example for welding thick sheet metal or pipe welding. | Suitable for applications where control over heat input is crucial. It is suitable for welding thin sheet metal. |
| Electrode Efficiency | May lead to quicker electrode consumption. | Electrode consumption is usually slower, enhancing efficiency. |
| Welding Positions | Well-suited for various welding positions. | May have limitations in certain positions due to electrode behavior. |
Think of DCEN as the focused artist, delicately painting the canvas with precision. The electrons flow gracefully, creating a weld masterpiece with deep penetration. On the flip side, DCEP is the bold sculptor, shaping the material with controlled intensity. The electrons march through the consumable electrode, sculpting a weld that emphasizes efficiency and controlled heat.
Ultimately, the choice between DCEN and DCEP is like selecting the right brushstroke for your welding art – it depends on the canvas you’re working on and the masterpiece you aim to create.
Applications of DCEN
Basically, you need to follow DCEN connection in Tig welding and Plasma cutting. While doing Tig welding, you should connect the torch to negative and clamp to positive in either DC or AC current flow. A reverse to that may lead to overheating of torch, instable arc and will ruin the project.
In case of Plasma cutting, you need to connect the cut torch to negative. If you connect that in reverse way, the torch may get damaged and electrode would be destroyed. In stick welding you can use DCEN polarity to weld with an aggressive electrode E6011. But in most of the case, stick welding is better with DCEP connection.
Applications of DCEP
You should connect the torch and clamp following DCEP (reverse polarity) in Mig welding and stick welding. For mig connect the torch or spool gun to the positive (+) receptacle and connect the work clamp to the negative.
If you accidentally do mig welding with DCEN, you may get worse weld with unstable arc. You must follow the same in case of stick welding. Because, in stick welding DCEP will direct the electron to positive electrode which in turn will help to deposit the metal in regular pace making the weld strong and efficient. You will have deep penetration also.
In stick welding with DCEP you may use Cr-Mo electrodes like
- E7015-B2L (CMB-95)
- E8015-B3L (CMB-105)
For DCEN you may use high cellulose electrodes like
- E6010 (KOBE-6010)
- E7010-P1 (KOBE-7010S)
- E8010-P1 (KOBE-8010S)
Safety Measures
You must follow the safety guide while you are welding. You must wear protective gears in both DCEN or DCEP welding connection. The following are some safety tips you should consider-
- Wear Safety Equipment’s: Wear helmet, thick clothes and gloves to protect yourself. Helmet will save your eyes from harmful rays and gloves would save you from getting electrocuted.
- Don’t work in dirty and wet area: Choose dry and clean place for welding. It would save you from getting electrocuted and also would ease your breath.
- Check the connection: Before starting the welding, check the connection of torch, clamp and welder power supply. Make sure there is no loose connection.
- Check the receptacle: Make sure the consumable electrode is attached to negative terminal and clamp or workpiece to positive pole.
Frequently Asked Questions
1. Is DCEN positive or negative
2. What primarily determines whether to use DCEN or DCEP?
3. Why is DCEN used in GTAW?
4. Does DCEN or DCEP require a larger electrode diameter?
5. Is DCEN preferred for welding aluminum?
6. What is the polarity of E7018?
7. What polarity is used for FCAW?
Lastly
Both professionals and newbies must understand the correct polarity and its use. For quality weld and better penetration you must understand how to connect the torch and workpiece to welder. Hopefully you are clear about the DCEN & DCEP polarity from this post.
Also Check
Sources