There can be various types of welding position. Some of them are challenging welding position and some are easy. Welding position is simply the angle of joining metal.
A metal can be welded from different angles and typically 4 basic welding positions are used in most of the cases. They are Horizontal, Vertical, Flat & Overhead. There are another one named Inclined position but it is used rarely.
We know that there are two types of weld one is Groove weld & another one Fillet weld. You can apply all the 5 welding positions in both welding types.

Fillet and Groove weld
First let us describe the fillet and groove weld in brief.
Fillet welding is a method of joining two pieces of metal plates in an particular angle. The most commonly used angle is 90 degrees. Groove welding is a type of weld that is laid in a groove. It is called the strongest weld type for its deep penetration.
For Fillet weld, Capital ‘F’ is used and for Groove ‘G’ is used for denoting the weld type. Also a number is assigned before the letters from 1 to 6 to define the weld position in a particular weld type. For example 1F/1G or 2F/2G and so on. These numbers has a definite meaning and they define the weld position.
- ‘1′, refers to the flat position. Such as 1F & 1G
- ‘2′, refers to horizontal position. Such as 2F & 2G
- ‘3′, refers to Vertical position. Such as 3F & 3G
- ‘4′, is referred to as Overhead position. Such as 4G & 4F
- ‘5′ & ‘6′ are used for denoting Inclined position. Such as 5G & 6G and these positions are used in pipe welding.
Flat Welding Position (1G & 1F)
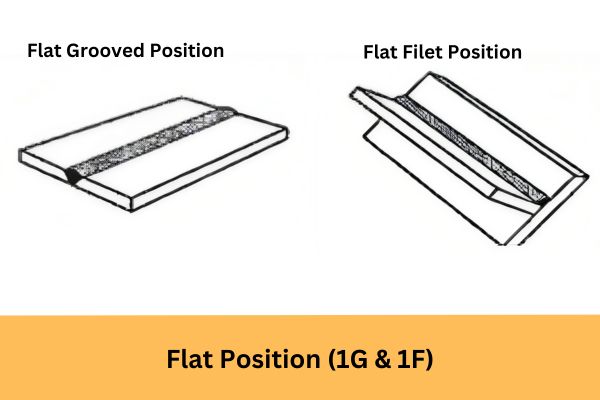
In welding, the term “flat position” refers to a welding joint configuration where the weld axis is horizontal, and the welding surface is essentially horizontal or nearly horizontal. In this position, the weld metal is deposited on the upper side of the joint, and the force of gravity helps hold the molten weld pool in place.
Flat is considered an easier weld position. As you are welding the upper side of the joint, so gravitational force is not an issue. Though you can weld with any technique in a flat position, you need to make sure of using the right welding technique for better weld quality.
Stick welding in a flat position for example produces slags that hampers the weld quality. Drag technique would most probably solve the problem to some extent.
Also maintain a 45 degree tip angle to point the flame in welding direction. Avoid increasing the puddle size as it consequently can burn through the plate. In a flat position a small puddle would work best.
The flat position is often considered one of the more straightforward welding positions because the molten metal tends to stay in place and is less prone to sag or drip.
This common welding position is used in various welding processes, including shielded metal arc welding (SMAW), gas metal arc welding (GMAW), and flux-cored arc welding (FCAW).
Tips
- Carefully maintain the weld flame
- Adjust the welding torch for proper flame
- Oscillate the flare while progressing toward the weld joint
- Weld in 45 degree angle with weld torch
Horizontal Position (2G & 2F)
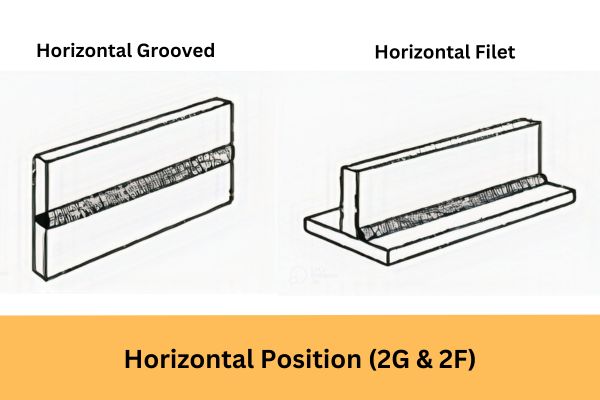
In this position, the welding is performed on a joint that is positioned horizontally, and the weld metal is deposited along the axis of the joint vertically or vice versa. This position is often used for joints that are oriented horizontally, such as welding on the vertical surface of a pipe.
2G is a groove horizontal position where weld is done on a vertical plane and the face of the weld remains on the horizontal plane. Moreover, 2F is a fillet horizontal position where weld is laid horizontally on the upper side of the plane.
2G is a challenging task compared to 2F due to the possibility of sag or dripping that results from gravitational force. To counter the problem you should focus the top edge of the weld puddle and move in a work angle direction.
This technique would help to reduce the sag problem and for 2F you may use a 45 degree angle weld puddle on the workpiece. But be careful about running the puddle too hot as the more liquid the fluid is the more it faces the sag issue.
Tips
- For fillet weld, welding against vertical in other words weld in horizontal axis
- For groove weld, weld making sure the weld faces the vertical plane
- In Butt joints, molten metal can flow down to the lower side. So make sure to weld with a little break
- For tack weld, align both ends of the joint and weld. Use the torch in an oscillated manner to ensure the heat distributes over the whole metal.
Vertical position (3G or 3F)
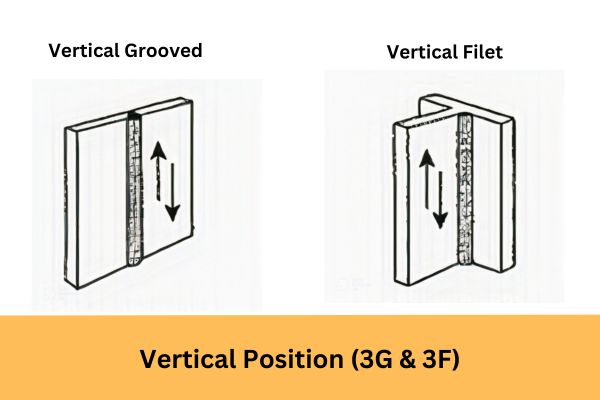
In vertical welds position the workpiece remains vertical and welding is done on the vertical axis. This vertical position is denoted as 3. By 3F we mean vertical fillet position & by 3G vertical Groove. There are two ways you can weld a weldment in vertical position
- One is vertical up (Moving the torch from bottom to top)
- Another is vertical down (Moving top to bottom)
In vertical up welding you need to move the torch vertically from bottom to top and lay the bead on metal. In this position if you are doing fillet weld, you need to move the torch in a 45 degree angle.
And in case of 3G or groove welding, use torch in 90-degree angle and move the flame and electrode back and forth for better deposition.
As the welding is done in a perpendicular position, there is a chance the molten metal will flow downward and accumulate owing to the gravity.
To counter the issue, you should go for vertical up method and make sure the weld torch as well as welding rod are oscillated for uniform laying of weld beads.
Tips:
- Oscillate the torch and rod uniformly
- For 3G use 90 degree torch angle and for 3F use 45 degree
- Put the rod above the centerline of joint
- Let the molten metal solidify after few laying few beads each time
- Prepare the metal first
Overhead Position (4G & 4F)
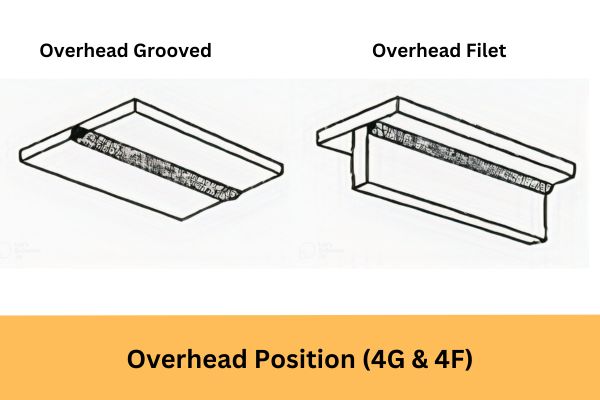
Overhead in other word 4G or 4F welding position, is done underside of joint. By 4G it means overhead groove and by 4F overhead fillet position. Overhead is more difficult in nature than other weld positions.
In this position the welder lay under the weldment and forge the joint that is above his/her. It is difficult because there is a chance that the molten metal may sag on the floor due to welding. And if this happens, the weld bead would be improper and the quality of the weld would ruin.
Furthermore, the welder may get injured if the molten metal drops on his or her body. The solution to this problem is to keep molten puddles small. This way the molten puddle finds time to solidify after each bead. You will need to remove the flame for a while if the puddle is larger.
Tips
- Make sure you wear welding helmet during overhead welding
- Wear leather jacket to protect body from sparks and molten metal
- Apply equal heat to base and filler metal
- Use enough filler metal for ensuring equal flame to both edges
- Carefully control the flame to apply uniform heat throughout the plate
Inclined Position
In this position, the plate is placed in an inclined plane. While welding the molten metal flows downward in a flat position due to gravity.
Small arc is enough in this position that saves electricity and filler metal consumption.
Pipe Welding Positions
Positions for welding pipes can be different based on application and situation. Positions for pipe welding are given below-
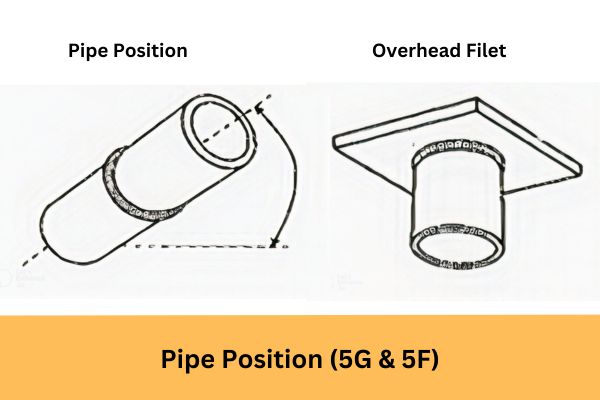
5G Welding Position
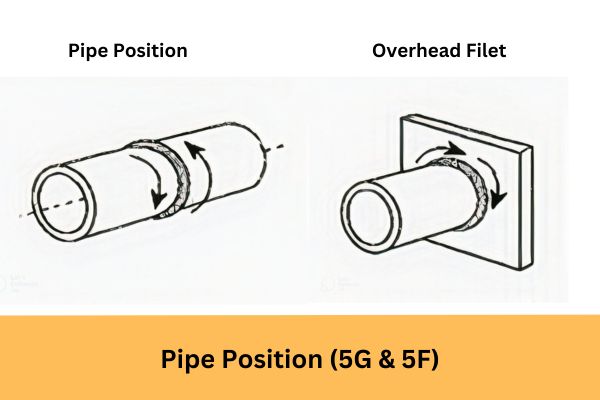
In this position, the pipe remains fixed and can’t be rotated. 5G welds can be of two types. One is 5G uphill position and another one is 5G downhill position.
In uphill position welders start welding in overhead then go horizontal and lastly shift to flat position.
Conversely, in 5G uphill, welders start with flat and finish with overhead position.
6G Welding Position
6G is quite similar to 5G pipe welding position. In the 6G position, the pipe is placed at a 45°angle to the base metal. It follows the horizontal, flat & vertical position sequence while progressing.
For fabricating in oil pipelines, gas plants or in industries this 6G position is used.
Frequently asked Questions
1. What is PA welding position?
2. What is G & F in welding?
3. What is B2 in welding?
4. What is 8G welding position?
5. What is 1G welding position?
6. What is the 1G pipe position?
7. What is LTE full form?
8. What is WPS and PQR in welding?
Lastly
Understanding welding positions is beneficial to students, professional welders and educators. Though it creates confusion among DIY welders sometimes, knowledge of the positions help to gain best quality weld in a professional way.
So for beginners it is important to understand at least the basic 4 positions that are Flat, Horizontal, Vertical & Overhead position.
Check out our guide on
Sources
- materialwelding.com
- www.millerwelds.com/